
安装过滤器时,如何避免损坏过滤器?
发布日期:2025-07-23 作者: 点击:
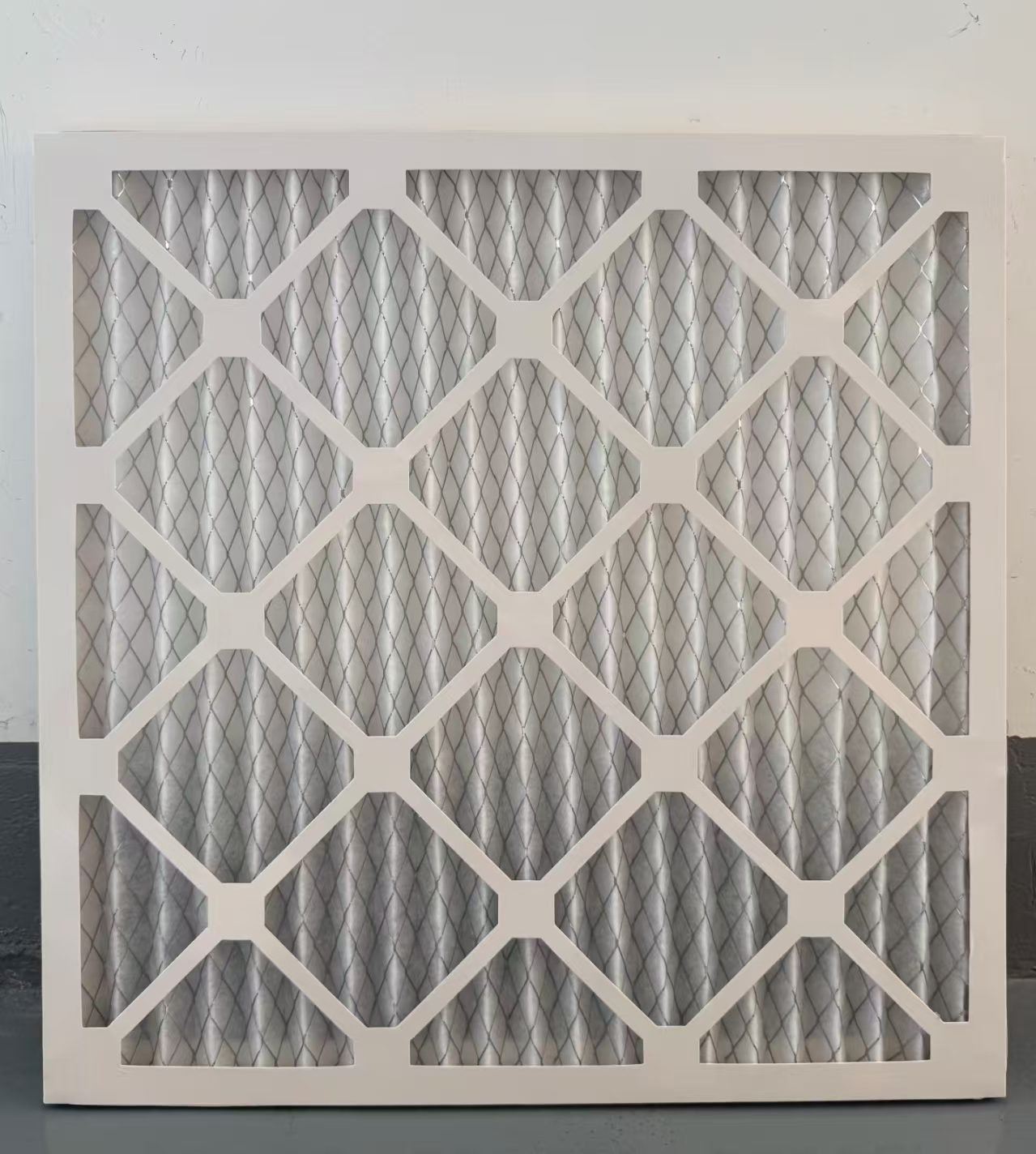
安装 350° 耐高温高效过滤器时,因滤材(如玻璃纤维、陶瓷纤维)脆性高、框架密封结构精密,需通过规范操作流程、工具防护、受力控制避免损坏。具体方法如下:
搬运与存放的保护
搬运时必须双手托举过滤器框架边缘(禁止单手拎提或抓取滤材外露部分),避免滤材因重力变形或撕裂(高温滤材无弹性,轻微折痕即可能导致过滤效率下降)。
存放时需将过滤器水平放置在平整、洁净的硬质托盘上(如不锈钢板),下方垫 3~5cm 厚的耐高温橡胶垫(避免金属框架与地面摩擦产生划痕),且堆叠高度不超过 2 层(防止下层过滤器受压变形)。
禁止将过滤器直接放在地面、油污区域或靠近尖锐物体(如扳手、焊条),防止滤材被刺穿或污染。
开箱与检查的规范
开箱时用美工刀沿包装箱接缝处划开(刀刃朝向远离过滤器的方向),避免刀片误触滤材表面;取出过滤器后,先检查框架是否有变形(如不锈钢边框翘曲)、滤材是否有破损(透光检查,若有明显孔洞需立即更换)。
若过滤器带有密封胶条(如耐高温硅橡胶条),需检查胶条是否脱落或断裂,禁止用手撕扯胶条(破损需用专用高温密封胶修补后再安装)。
安装位置的预处理
清理安装框架(如过滤器静压箱、管道法兰)内的杂物:用压缩空气(0.3MPa 以下,加装除尘喷嘴)吹扫残留的粉尘、焊渣,再用高温脱脂布(如玻璃纤维布)擦拭密封面(避免颗粒物夹在过滤器与框架之间,导致密封失效或滤材受压不均)。
检查安装框架的平整度:用水平仪测量,若框架翘曲超过 2mm/m,需先调整(如加装垫片),否则过滤器安装后会因局部受力过大导致框架变形。
对位与嵌入的技巧
过滤器放入安装框架时,需缓慢平移、垂直对位,确保过滤器四周的密封胶条完全贴合框架密封面(禁止倾斜插入,避免胶条被挤压错位或滤材边角磕碰框架)。
若安装空间狭窄(如管道内),需两人配合:一人在外侧稳定过滤器,另一人在另一侧引导对位,必要时用木质导向板(避免金属工具刮伤)辅助推入,禁止用锤子、扳手等硬物敲击过滤器框架。
固定方式的受力控制
螺栓固定型:沿过滤器框架对称均匀拧紧螺栓(如先拧对角的 2 颗,再拧另外 2 颗,每次拧动 1/4 圈),避免单侧过度受力导致框架扭曲(螺栓扭矩需符合说明书要求,通常不锈钢螺栓为 15~20N・m,防止拧断或框架变形)。
压条固定型:压条需与过滤器框架平行,压紧力均匀分布(可用塞尺检查压条与框架的间隙,确保各处间隙≤0.5mm),禁止单点用力按压压条(防止滤材局部受压破损)。
高温系统的安装时机
若系统刚停机(温度未降至常温),需等待设备冷却至60℃以下再安装(用红外测温仪确认),避免高温框架烫伤操作人员,同时防止常温状态下安装的过滤器因后续升温导致框架与滤材热胀冷缩不一致而开裂。
若必须在高温状态下紧急更换(如连续生产场景),需穿戴高温防护手套(耐 350℃以上)、隔热面罩,且操作时间控制在 10 分钟内(避免滤材长时间暴露在高温环境中加速老化)。
避免与其他系统的干扰
安装时需关闭上下游风机(确保系统无气流),防止气流冲击导致过滤器移位或滤材被吹散(尤其玻璃纤维滤材,高速气流可能导致纤维脱落)。
若安装区域有焊接、切割作业,需先遮挡过滤器(用耐高温防火布覆盖),避免火花溅落烧毁滤材(350℃过滤器虽耐高温,但明火直接接触会瞬间破坏滤材结构)。
外观与密封性检查
安装后观察过滤器框架是否有新的变形(如边角凹陷)、滤材表面是否有鼓包或褶皱(可能因安装时受力不均导致)。
用手电筒沿过滤器与安装框架的接缝处照射,检查是否有透光缝隙(若有,可能是密封胶条受损或框架变形,需重新调整)。
试运行验证
启动系统(先低温运行 30 分钟),用压差计监测过滤器上下游压力:若阻力异常升高(超过设计值 15% 以上),可能是滤材安装时被挤压破损,需停机检查。
对滤材:轻拿轻放,避免折叠、穿刺、高温直烤;
对框架与密封件:均匀受力,禁止扭曲、敲击、过度紧固;
对系统环境:清洁预处理,避免杂物干扰与气流冲击。
通过以上措施,可最大限度降低安装过程中的损坏风险,确保过滤器的结构完整性和过滤性能。